INTRODUCTION
Concrete consists of different material which has different functions but combines together to achieve workability and cohesiveness (in plastic stage) and give the desired shape, surface finish, strength, and durability (in hardened stage).
Cement and cementitious materials (mineral admixtures) are fine powders which react with water to form the adhesive grout (glue) which help bind various aggregate materials together. Chemical admixtures are used to improve certain properties of concrete in both plastic as well as in hardened stage. They generally influence the performance of the glue.
The fine aggregates when combined with this glue form cement mortar and with the addition of coarse aggregate, cement concrete is formed. There are various other materials that are added at times to these materials to get the desired properties or color.
In short, these materials are like members of a family and contribute greatly to its success or failure. Therefore, they must perform their individual role in such a manner that they contribute to the overall success of the family i.e. concrete.
“CEMENT” THE MOST POWERFUL
It is the most powerful member of the family. It not only contributes to the strength of concrete but at times is also responsible for its failure.
Due to several brands, grades, and types of cement available in our country there are many myths and perceptions developed in the minds of consumers often created by the manufactures. However, the best cement for use under a particular application or in a particular environment should be selected based on sound engineering judgment rather than reasons based on economics and/or myths and perceptions. One such example of the wrong application is the recommendation to use Sulphate Resistance Cement (SRC) in the coastal region of the country. SRC has good sulfate resistance due to the percentage of Tricalcium Aluminate (C3A) being less than 5% against nearly 8 to 10% present in the Ordinary Portland Cement (OPC). The reduction of C3A reduces the chances of formation of an expansive compound called “ettringite” resulting from a reaction between C3A and sulfates present in groundwater and/or subsoil. However, just as reduction of C3A is good for sulfate resistance it is equally bad in chloride infested environment because the adsorption of chloride ions is proportional to the C3A present in the cement paste. Adsorption of chloride ions reduces the chances of corrosion of reinforcement steel in concrete. In coastal regions, the sub-soil and groundwater have much higher (almost 10 times more) chloride content that the sulfate content. It is therefore prudent not to use the SRC but to use a blended cement-like Portland Pozzolana Cement (PPC) or Ground granulated blast furnace Portland Slag Cement (PSC) or OPC with the addition of fly ash or slag of desired quantity and quality.
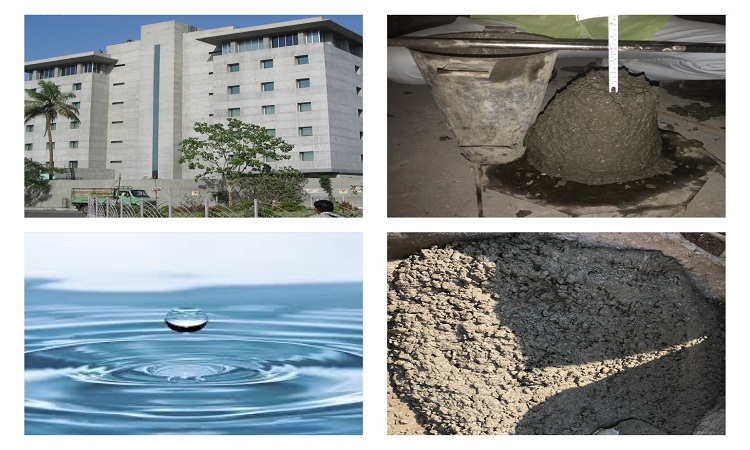
Many consumers feel that high strength or high fineness of cement is responsible for crack on slabs and pavement, hence they prefer to use lower grades of cement. The cracks on slab and pavements/roads most often occur in the initial stages just after the concrete is rendered. This is due to the plastic shrinkage of concrete. An environment that has high ambient temperatures, low humidity, or wind these cracks appear on freshly placed concrete within few minutes of its placement and finishing/rendering. Since slabs, pavements or roads do not have a protective formwork on their top exposed surface, the concrete surface, on account of rapid drying conditions starts losing the excess water very fast creating tensile strain in concrete capillary pores which ultimately cause tensile stress and result in plastic shrinkage cracks. These cracks are often attributed to cement or to ready mixed concrete without accepting the fact that plastic concrete cracks when early drying conditions are prevalent on it’s exposed surface. The simple solution would be to cover that entire exposed surface, as soon as the finishing / trowelling is completed, with a plastic sheet (as shown in the figure) or by spraying curing compound. High strength or fineness of cement has no role to play in plastic shrinkage cracking of concrete.

Many learned consumers and professionals often complain that they have to use more quantity of cement than their counterparts in the developed countries due to poor quality of cement available in our country. This is not true. Indian Cement is one of the best if not the best in the world and manufactured by state-of-the-art technology. They are exported to many countries and are in compliance with American (ASTM) and European (EN) standards. The fact is that in India the aggregates available are non-standard and do not comply with the National Standard as far as their grading, shape, size, and impurities are concerned. The non-compliance of fine and coarse aggregates with the standard often results in increased water demand of the concrete mix as a result of which more cement has to be added in the concrete mix to maintain the water to cement ratio of the mix for strength and durability requirements.
Contrary to the above opinion there are some foreign experts who feel that Indian Cement has much higher strengths than necessary as the cement produced as per ASTM and EN standards abroad have much lower minimum strength requirement than the strengths of the Indian cement. This is another myth. Indian cement tested as per ASTM and EN methods and specifications have shown lower strength than when tested as per Bureau of Indian Standards (BIS). The table shows the strength results at different ages of the same cement when tested as per BIS, ASTM, and EN. The fact is that internationally the standards are not standardized. This result in different standard practices to test cement and thereby they show different strength at different ages for the same cement.
Table: Comparison of Compressive Strength of the same cement samples when tested as per BIS (India), ASMT (America), and BS (UK) codes of practice.
Average of 15 tests is given below

The major difference between the standard practices being the temperature at the time of testing and its maximum size/grading recommended and the water content in the mortar mix. These important differences along with others, result in strengths at all ages (up to 28 days) showing higher values (see table) when the same cement is tested as per the BIS method of testing than as per ASTM or EN methods. The rate of gain of strength is also observed to be faster in the case of the BIS method as compared to ASTM or EN methods.
The most common complaint, about cement application, is that external plaster cracks at times result in leakages and nuisance to the occupants of the structure.

There are several reasons due to which this defect occurs as the practices on site have gradually deteriorated while cement has replaced the conventional lime used in mortar. Excess water added to the mortar, use of single scaffolding, inadequate mixing, delay in work after mixing, the inadequate time gap between the base coat and the finishing coat, use of silty sand (which requires more mixing water) without proper washing, inadequate curing of both the coats, the excessive thickness of the plaster due to poor quality bricks/concrete and use of fine aggregate of inadequate grading are some of the many non-compliance generally observed due to which plaster can develop cracks. One of the reasons that plaster cracks is the non-availability of masonry cement or ready mixed dry mortar in India as available in developed countries or even in some developing countries. Concrete cement (OPC, PPC, and PSC) do not have the ability to entrain air to take care of expansion and contraction due to temperature variations nor do they have enough ability to retain water to reduce the chances of plastic shrinkage cracks. However, even concrete cement can be successfully used by incorporating air-entraining admixture and certain polymers/cellulose compounds to improve air-entrainment and water retention ability respectively of the mortar mix. The use of blended cement or addition of mineral admixtures like fly ash or slag with OPC can at times offset the disadvantage of using fine aggregates (sand) lacking in fines. This to some extent may also improve water retention. Even if good quality and proper materials are available adequate precautions are necessary to prevent non-compliance as stated above to avoid cracking of plaster.
“AGGREGATE” THE PRODIGAL CHILD
Aggregate forms the main matrix of the concrete. This largest component o concrete mix is unfortunately the most neglected member of the concrete family. The production of aggregate in our country is generally done by non-engineering fraternity without any quality control on the properties such as shape, maximum size, grading and presence of deleterious materials, etc. to add to this inconsistency, at site different size of aggregate is stacked carelessly resulting in a mix-up. The stacking is most often done directly on the ground (soil) as a result, aggregates get contaminated with deleterious materials below the stack.
Different size of aggregate get mixed with each other due to inadequate length & height of the partitions at a batching mixing plant
The naturally available fine aggregates (sand) are gradually depleting and are being prohibited for use in construction by the authorities due to environment protection. There has always been a problem with natural sand as it generally contains undesirable materials like silt and clay. Besides sand dredged from then, creeks are also full of chlorides and other harmful chemicals. The choice of both natural and crushed aggregates mainly depends on their availability close to the site. Therefore, the options are limited and it ultimately results in using sub-standard materials thereby affecting the important properties of concrete like strength and durability. If the concrete mix design is properly engineered the above problems may be overcome to some extent. However, it will still lead to higher cement and/or chemical admixtures consumption to achieve specified strength and durability parameters.
Even though aggregates do not take part in the hydration process they directly or indirectly influence each and every property of concrete as shown in the below table.
Properties of Aggregate which influence Properties of Concrete
| Sr. No | Factors | Influence on Concrete Property |
| 1 | Specific gravity / Porosity | Strength / Absorption (Workability) |
| 2 | Chemical Stability | Durability |
| 3 | Surface Texture | Bond Grip (Strength) |
| 4 | Shape | Water demand (Strength / Durability) |
| 5 | Gradation or Particle size Distribution | Water demand (Strength / Durability) Cohesion, Bleeding and Segregation |
| 6 | Maximum size | Strength and Water demand (Durability) |
| 7 | Deleterious materials | Water demand, Bond, Cohesion and Durability |
There is a strong perception in the minds of some consumers that coarse aggregates must necessarily be crushed aggregates and fine aggregates must necessarily be natural river sand. They are reluctant to use naturally available rounded gravel as a substitute for coarse crushed aggregate or crushed fine aggregates as a substitute for natural sand. However, if clean rounded gravel aggregates (see in the figure) of the correct size are used it could be advantageous. On account of their shape, they have lesser surface area per unit mass than crushed aggregates, and therefore they need lesser cement paste to bind them together with other materials. The use of rounded gravel as coarse aggregates is a common practice in many European countries. This had also been extensively used in some projects in India eg. First 500 MW Thermal Power Plant Unit 5, Trombay, Mumbai. The use of clean gravel does not in any way reduce the bond strength between the gravel and the cement paste due to their smooth surfaces. In fact, concretes up to 40 MPa or even higher strength have been comfortably produced using gravel as coarse aggregates. Their usage results in better workability and / or a better economy.

The use of crushed sand has an advantage because it is clean (without silt, clay lumps, and free from chloride) as against natural river sand. However, the crushed sand particles are not rounded and hence they have higher surface are which can also result in the higher requirement of cement paste and therefore increase in the cement requirement and/or decrease in the workability of the mix. 3 besides this, the stone dust (finer than 75-micron size) present in the crushed fine aggregates can be harmful as it can result in a further increase in water requirement of the mix and thereby result in an increase in cement content of the mix. The presence of stone dust also results in the absorption of water from the mix causing a rapid drop in the workability of concrete during its transportation.
In the recent revision of IS 456-2000 maximum aggregates size of over 20 mm i.e. 40 mm size has been recommended for use in reinforced concrete (RCC) works if the adequate spacing between the reinforcement steel and adequate thickness of cover to take the increased maximum size of the aggregate size is achieved. However, many specifications still continue to specify the maximum size of aggregates as 20 mm resulting in uneconomical mixes. For concrete grades above 60 MPa, it is preferable to use and recommend a maximum aggregate size of 20 mm or less due to better bond at the aggregate cement paste interface. It also avoids failure in large size aggregate due to cracks present in very coarse aggregate particles.
“WATER” AN UNCONTROLLED CHILD
Water plays a dual role in the concrete mix. It reacts with cement to form the hydrated compounds which impart strength and the additional quality of water generally added over an above the quantity desired for hydration reaction is required to give the workability to the mix. Water is like a naughty child in a family and needs to be controlled strictly. It is the water to cement ratio (W/C) which is mainly responsible for the strength and also durability of the mix.
It is unfortunate that most concrete quality is only judged by the strength of the standard concrete cubes. Even with high W/C concrete strengths up to 25 MPa at 28 days can be easily achieved using good quality cement available in India. High W/C results in poor durability of concrete. Large capillary pores present in concrete results in permeation of moisture, chlorides, sulfates, and carbon dioxide into the concrete mass thereby causing rusting of steel and ultimately cracking and spalling of concrete (see the figures).

It is therefore often recommended that high strength concrete be used in RCC works because concrete with strengths generally above 30 MPa is essentially made using low W/C. this besides economy, automatically assures low W/C and thereby it’s durability, provided the concrete is densely compacted and well cured.
The water in addition to influencing strength and durability can also influence setting time, volume stability, and efflorescence in concrete. Water used for the production of concrete should be potable (fit for human consumption) with pH value over 6. The permissible limits of solids in mixing water must be within the values given in the table below.
Permissible Limits of Solid in Mixing Water (Clauses 5.2 of IS 456-2000)
| Sr No | Type Is : 3025 | Tested as per (Max) | Permissible Limit |
| 1 | Organic | (Part 18) | 200 mg / lit |
| 2 | Inorganic | (Part 18) | 3000 mg / lit |
| 3 | Sulphates (as SO3) | (Part 18) | 400 mg / lit (earlier 500 mg / lit) |
| 4 | Chloride (as Cl) | (Part 32) | 2000 mg / lit for concrete not Containing embedded steel and 500 mg / lit for reinforced concrete. |
| 5 | Suspended Matter | (Part 17) | 2000 mg / lit |
Strict batching of mixing water is absolutely necessary. Defects such as bleeding, cracking due to shrinkage, segregation, and permeability (resulting in corrosion of reinforcement steel and spalling of concrete) are mainly attributable to uncontrolled water addition.
The workability of concrete is necessary for easy placement and proper compaction. However, to have high workability concrete producers only prefer to increase water content in the mix. If workability is to be increased then the correct option is as follows:
- Reduce the aggregate quantity in the mix i.e. aggregate to cement ratio (A/C).
- With the increase of water content, cement content also has to be increased maintaining the desired W/C for the purpose of strength and/or durability.
- Add chemical admixture (plasticizers or superplasticizers) not exceeding the recommended dosage and maintaining the same W/C or water content.
Water and cement have a hate-love-hate relationship and not love-hate-love relationship as generally believed. Cement hates excess water during the preparation of the concrete mix. However, excessive water is added to the mix by the workers thinking that cement loves water during concrete production. Later when cement concrete loves water for curing the workers neglect the same and cement concrete starved of water as if it hates water. Lastly, after the cement concrete is put in service it hates water because careless production and excessive water addition have resulted in defects such as large capillary pores and cracks which now allow the water to enter and attack reinforcement steel present in it. However, thanks to poor quality of other works such as leaking plumbing and sanitary works along with monsoon showers which feed ample water as if cement concrete loves plenty of water when in service. This results in the corrosion of steel and the spalling of concrete.
CHEMICAL ADMIXTURE – THE DAUGHTER-IN-LAW
The chemical admixture is like a daughter-in-law in the concrete material family and therefore needs to be carefully selected. It should be compatible with other materials especially cement and cementitious materials. It is important to know the function a chemical admixture is required to perform while selecting it.
For example, a superplasticiser is used in a concrete mix to perform any one or a combination of the following functions:
- To increase the workability of the concrete mix.
- To increase strength by lowering the W/C.
- To increase durability by lowering the W/C.
- To lower the cement content in a concrete mix.
On many occasions, the consumer is not exactly certain about the reason for which this chemical is being used. It is therefore very important to spell out the correct reason for using it to get the maximum advantage.
The factors that affect the action of the chemical admixture are as follows:
- Dosage
- Procedure for dosing
- Characteristics of the cement
- The quality of aggregates environmental conditions mainly the ambient temperature and humidity.
Dosage of a superplasticiser would depend on the following factors:
- It’s compatible with cement.
- W/C of the mix.
- Presence of mineral admixture.
- Mixing sequence (It is preferable to add the superplasticizer with the last 10 to 20% of water and after the least, 1 minute of initial mixing with initially dosed 80 to 90% of water).
- Ambient temperature.
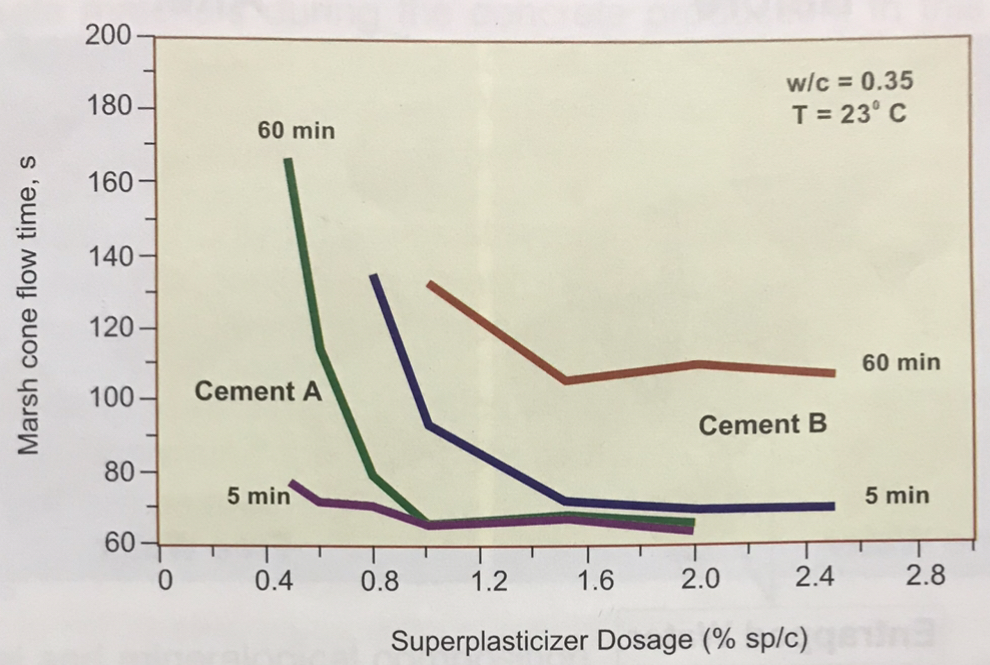
The selection of superplasticizers must be done with extreme care by studying the compatibility of the cement with chemical admixture (superplasticizer). Mash cone test is used for compatibility studies of cement with a superplasticizer. Cement slurry made with constant W/C = 0.35 at constant temperature 23oC using different dosages of superplasticizer say 0.4 to 2.5% of the cement is poured in the Marsh cone. After 5 minutes of mixing and after 60 minutes of mixing it is released through the cone. The time required for the slurry to empty the cone is accurately measured for different dosages of superplasticizer with the same cement. Two curves one for 5 minutes and another for 60 minutes are plotted with the time required to flow on Y-axis and superplasticizer dosage (%) on X-axis. It the two curves intersect the cement and superplasticizer are compatible with each other as in case of cement A (see figure) while in case of cement B the curves do not meet and hence do not show compatibility with the superplasticizer. The point of intersection of the two curves is called the saturation point at a dosage of 1% (see figure).
There is a difference between the function of a superplasticizer and that of a workability retention admixture. Often superplasticizers is incorrectly expected to do the work of slump retention. This results in a workability drop within a short period. Slump retention admixtures are generally used when concrete needs to be transported for a longer duration in warm/hot ambient environments.
It must be understood that the interaction between cement particles and the superplasticizer are of two types i.e. (1) Physical and (2) Chemical.
Physical interaction is achieved by adsorption of the superplasticizer on the cement particles. The superplasticizer develops a negative charge on the surface of the cement particles causing repulsive forces between the cement particles which results in deflocculation and thereby release of water occurs which otherwise would be trapped within the cement flocs (see figure). Somesuperplasticiser develops steric hindrance by the formation of lateral chains of comb-type polymers resulting in deflocculation of cement particles.

Chemical interaction between the superplasticizer and the calcium ions of the aqueous solution results in the formation of complexes thereby preventing a reaction between Ca ions and water or in other words retaining workability for a longer period. This interaction blocks reactive sites, inhibiting the chemical reaction between the cement and water. This interaction is also a function of the thickness of the absorbing layer on the cement particles or Ca ions present in the aqueous solution.
The selection of a superplasticizer is most often done on economical consequences i.e. based on the cost of the admixture or on the basis of savings in cement. The correct sequence for selection of superplasticizer should be as follows:
- Study compatibility with cement.
- Optimize the superplasticizer dosage.
- Undertake a techno-economical study.
MINERAL ADMIXTURE – MOTHER-IN-LAW OF THE CONCRETE FAMILY
It is very important that all members of a family have to be compatible with each other if the family has to sustain itself. There has to be compatibility between cement and a chemical admixture like in the case of a husband and wife. In the modern family set-up, compatibility between wife and her mother-in-law is equally important. Hence if mineral admixture is incorporated in the concrete material family, it is necessary to ensure that it has compatibility with the other materials mainly cement and the chemical admixture.
Mineral admixtures are either incorporated in the cement itself or added with other concrete materials during concrete production. In the article only, flyash is discussed as mineral admixture because it is most commonly used in India mostly in cement i.e. Portland Pozzolana Cement (PPC) or in concrete directly as a mineral admixture with OPC.
The addition of flyash not only improves strength at a later age and durability but also helps in particle packing as flyash is small and spherical in shape. This improves the density and impermeability of concrete.
There are four important characteristics that influence the properties of concrete or rather determine the suitability of flyash for use in cement and/or concrete. They are as follows:
- Fineness
- Chemical and mineralogical composition
- Loss on ignition
- Uniformity
It is important to note that pozzolanic reactivity of flyash which takes part in the secondary hydration with excess calcium hydroxide depends larger than 45-micron show little or no pozzolanic reactivity.
Generally speaking, the addition of fine materials in a concrete mix increases the water requirement of the concrete mix by virtue of the increase in surface area per unit mass. If flyash has most particles less than 45 microns it does not increase the water demand of the mix substituted for cement but within limits. One reason is that the spherical shape of the particles has lesser surface area and gives a ball-bearing effect thereby reducing the water demand. The second reason is that flyash particles get absorbed on the oppositely charged surfaces of cement particles thereby deflocculating them and releasing the water from within the flocs of cement particles. Hence generally workability of concrete mix improves when flyash is used in cement or in concrete directly.
High silica and alumina content of flyash shows good long term pozzolanic reactivity. However, silica and alumina should be in amorphous form and not in crystalline form. Even, though all codes of practice only specify chemical composition requirements of flyash it is the mineralogical composition and not chemical composition that governs the pozzolanic and cementitious behavior of flyash.
Flyash is a waste product generated by burning coal at high temperatures mainly in thermal power plants producing electric power. Depending on the type and quality of coal and temperature conditions in the boiler, some unburnt coal particles get mixed with flyash. Carbon particles are cellular in nature with high surface area and would, therefore, absorb a significant quantity of water and/or chemical admixture. Bureau of Indian Standard permits up to 12% unburnt coal particles. ASTM is more stringent and permits only up to 6% unburnt coal particles.
Care should be taken when a flyash is used at the site directly. It is generally found to be inconsistent in quality (fineness and mineralogical composition) due to several reasons. In addition, proper proportioning, mixing, and curing has to be exercised at the site whenever flyash is used as a mineral admixture and not as a part of the blended cement.
Most often it is queried as to what is the optimum percentage of flyash as a substitute for cement recommended for use in reinforced cement concrete?

This can’t be generalized to a specific percentage. Quality of flyash and the quality of cement or clinker will determine this proportion. However, it has been researched that the ultimate hydration of cement without flyash yield approximately 75% strength-rendering mineralogical phases. The balance of calcium hydroxide does not contribute to strength in a major way. However, if flyash is present, the calcium hydroxide will chemically react with it resulting in the formation of secondary strength bearing mineralogical phases. This hydration mechanization is called the “Secondary hydration”. It is observed that is 35%flyash replaces cement then the hydrated mineralogical phase will increase to 99% leaving only 1% surplus calcium hydroxide. This clearly shows that if flyash is added beyond 35% the hydrated mineralogical phase will not increase and therefore excess flyash addition will not contribute much to long term strength as calcium hydroxide will not be available for rendering strength bearing mineralogical phases. The excess flyash will, therefore, contribute to particle packing and the coarser component of excess flyash may in fact adversely affect the water demand of the mix and therefore affect the durability of concrete. However the above is applicable only to flyash with very low content of calcium-oxide as generally available in India. A study done by Dundee University as shown in figure clearly indicates that the co-efficient of chloride diffusion reduces as flyash replacement levels increase up to around 33% and later remain more or less constant up to replacement level 50%. However, beyond 50% replacement levels, it showed an adverse effect as the co-efficient of chloride diffusion rapidly increased. It must be borne in mind that this study once again can’t be generalized. His will depend on the properties of cement and flyash. This study is indicative of the effect due to increased replacement levels on both strength and durability.
It is interesting to note the following maximum replacement levels of flyash permitted to be used in cement as per different standards:
| Standard | Country | Permissible limit of flyash replacement |
| BIS | India | 35% |
| EN | European Countries | 55% |
| ASTM | America | No maximum limit. Performance oriented standard |
The reason for the 35% maximum permissible replacement level in cement specified by BIS could be due to the above-referred research studies done in India and abroad.
The analogy that flyash (mineral admixture) is like mother-in-law in the concrete material family is true because flyash is useful if tackled with caution and is very effective if it is compatible with other materials in the concrete family.
